全國(guó)服務咨詢熱(rè)線:
18303175105
18303175105
産品分(fēn)類
Product Category相(xiàng)關文章(zhāng)
Related Articles詳細介紹
| 品牌 | 午陽環保 |
|---|
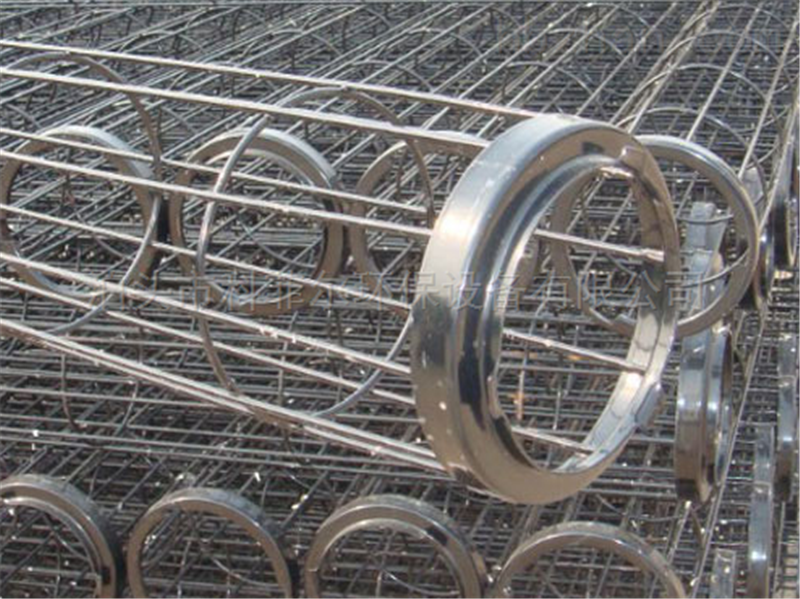
異形除塵器骨架
圓袋彈簧型框架是除塵器配件(jiàn)中重要組成部分(fēn),由于環境污染等問(wèn)題,除塵事(shì)業得(de)到了人(rén)們的重視。對含纖維量大(dà)的粉塵其圓袋彈簧型框架配件(jiàn)除塵機(jī)理(lǐ)和所用除塵器與般粉塵有所不同,除塵行業的除塵器的工(gōng)作(zuò)原理(lǐ)有兩種,即過濾機(jī)理(lǐ)和離(lí)心分(fēn)離(lí)機(jī)理(lǐ)。
異形除塵器骨架 加工(gōng)工(gōng)藝
1、将已加工(gōng)好的袋籠浸入除油槽15分(fēn)鍾,目的是除去(qù)袋籠表面的油污。
2、從(cóng)除油槽中取出袋籠放(fàng)入清洗槽進行浸泡清洗,目的是除去(qù)袋籠上的除油劑。
3、從(cóng)清洗槽取出袋籠放(fàng)入除鏽槽進行除鏽處理(lǐ),目的是除去(qù)袋籠上的金屬氧化層,增強吸附力。
4、從(cóng)除鏽槽取出籠骨放(fàng)入磷化槽進行磷化處理(lǐ),目的是增強袋籠表面的粘合力。
5、将處理(lǐ)好的袋籠放(fàng)入烤箱,溫度設爲$2100℃,進行20-30分(fēn)鍾的烘幹,目的除去(qù)袋籠上的水份,保持袋籠本體(tǐ)的幹燥。
6、取出袋籠,将調制好的有機(jī)矽均勻的噴塗在袋籠表面。塗層厚度在60μm~100μm。
7、将噴塗好的袋籠放(fàng)入烤箱,溫度設爲$2220℃,進行120分(fēn)鍾的烘烤。之後保持$2200℃,進行30分(fēn)鍾的熱(rè)定型。将袋籠自(zì)然冷(lěng)卻,即完成了袋籠有機(jī)矽噴塗工(gōng)藝。
8、有機(jī)矽粘合力zui強的厚度在60-70μm之間。
1、直徑120、15、130、127、150、155、170、8米三節圓形袋籠骨架、濾袋骨架、布袋骨架、除塵器骨架須焊接點牢固、無毛刺;袋籠長度滿足淨氣室空間内拆裝要求,垂直度滿足行業标準。袋籠爲三節連接,每節長度爲 2850mm,保證在 9000Pa 負壓下運行 1 小時變形小于 3mm。豎筋之間間距不大(dà)于 38mm,圓環間隔不大(dà)于 200mm。袋籠的縱筋和反撐環分(fēn)布均勻,并有足夠的強度和剛度,防止損壞和變形,并提供縱筋的規格數量和反撐環的間距,濾袋籠骨框架制造按 JB/T5917 标準執行。袋籠骨上端口采用法蘭且必須有濾袋口防護裝置,自(zì)動流水線制作(zuò),垂直度直線度滿足規範要求。所有焊接點必須熔透牢固。袋籠到貨後必須有整體(tǐ)鋼結構框架整箱件(jiàn)包裝。
2、布袋籠骨采用 20#低碳鋼,用自(zì)動流水線制作(zuò)。袋籠碰焊後焊接點必須牢固光(guāng)滑、無毛刺,并且有足夠的強度不脫焊、虛焊和漏焊。袋籠和濾袋接觸的表面應平滑光(guāng)潔,不能有焊疤、凸凹不平和毛刺。籠身(shēn)采用耐高溫有機(jī)矽靜(jìng)電噴塗、烘烤或優于其性能的其它塗層等有效防護處理(lǐ),以保證袋籠耐腐蝕性能,塗層厚度爲60μm~100μm。袋籠使用壽命保證期爲80000h。
3、袋籠的所有的焊點均應焊接牢固,不允許有脫焊、虛焊和漏焊。
4、袋籠和濾袋接觸的表面應平滑光(guāng)潔,不允許有焊疤、凸凹不平和毛刺,不能損傷布袋。
5、袋籠要分(fēn)爲三節制作(zuò),采用卡子連接,要求連接方便、牢固,每套袋籠要配備 4 片彈簧卡片。
6、嚴格保證各條縱筋垂直,袋籠整體(tǐ)垂直度偏差爲 5mm。
7、每個袋籠的包裝采用鐵花籃加防雨(yǔ)篷布的包裝形式,應避免袋籠在包裝箱中竄動和碰撞,在裝卸和運輸中不能損傷袋籠。
8、直徑120、15、130、127、150、155、170、8米三節圓形袋籠骨架、濾袋骨架、布袋骨架、除塵器骨架身(shēn)與頭蓋面要求整體(tǐ)垂直,并保證上、中、下三節對接後整體(tǐ)成直線,不彎曲,垂直度要求不大(dà)于 5mm。
9、表面處理(lǐ):籠架加工(gōng)完畢後進行去(qù)污處理(lǐ),檢查和處理(lǐ)焊疤、毛刺,然後進行有機(jī)矽噴塗等處理(lǐ),
有機(jī)矽爲美杜邦公司粉末。
10、袋籠有機(jī)矽粉噴塗應有高溫烘烤工(gōng)藝,噴塗範圍:整個袋籠,特别注意縱橫筋焊接處,保證全面完整,不存在遺漏處。有機(jī)矽噴塗要均勻、可(kě)靠、不脫落,噴塗厚度不小于 80μm,并保證噴塗後厚度均勻、表面光(guāng)滑,噴塗後能滿足使用溫度(長期 170℃,瞬間 230℃)和煙氣成分(fēn)(主要爲燃煤鍋爐煙氣)的要求。
11、袋籠有機(jī)矽高溫噴塗滿足如(rú)下工(gōng)藝流程:
成品袋籠-除油-清洗-除鏽-清洗-磷化-烘幹-噴漆-烘烤-熱(rè)定型-冷(lěng)卻
12、先将已加工(gōng)好的袋籠侵入除油槽 15 分(fēn)鍾,*去(qù)除袋籠表面油污。
13、将除油後的袋籠放(fàng)入清洗槽進行浸泡清洗,去(qù)除袋籠上的除油劑。
14、其後将袋籠放(fàng)入除鏽槽進行除鏽處理(lǐ),目的是除去(qù)袋籠上的金屬氧化層,增強吸附力。。
15、從(cóng)除鏽槽中取出袋籠放(fàng)入磷化槽進行磷化處理(lǐ),增強袋籠表面的粘合力。
16、其後放(fàng)入烤箱,在 100℃的溫度下烘幹 20~30 分(fēn)鍾,去(qù)除袋籠上的水分(fēn),保持袋籠本體(tǐ)的幹燥。。
17、取出袋籠,将調制好的有機(jī)矽均勻的噴塗在袋籠表面。塗層厚度 80~100μm。
18、将噴塗好的袋籠放(fàng)入烤箱,溫度設爲 220℃,進行 120 分(fēn)鍾的烘烤。之後保持 200℃,進行 30 分(fēn)鍾的熱(rè)定型。
19、将袋籠自(zì)然冷(lěng)卻。
21、袋籠制作(zuò)尺寸滿足與濾袋緊密配合的要求,起到支撐濾袋并使之在過濾及清灰狀态下張緊保持定形狀的作(zuò)用。
22、袋籠要求反撐環和縱筋分(fēn)布均勻,并應有足夠的強度和剛度,能承受濾袋在過濾及清灰狀态中的氣體(tǐ)壓力,保證在 9000Pa 負壓下運行 1 小時後塑性變形小于 3mm,焊點無脫焊現象。
23、袋籠能防止在正常運輸和安裝過程中發生(shēng)的碰撞和沖擊所造成的損壞和變形。
24、袋籠三節連接後,必須達到平直,并且連接之間不允許晃動。袋籠軸向垂直度偏差≤10mm,三節袋籠同心度偏差小于 1mm。袋籠長度允許偏差爲負偏差 0~-10mm。
25、袋籠所有的焊點均應焊接牢固,不允許有脫焊、虛焊和漏焊。
26、袋籠支撐環制作(zuò)時對接必須整齊,對接完成後必須打磨對接處,确保表面平滑光(guāng)潔。
27、 袋籠與濾袋接觸的表面應平滑光(guāng)潔,不允許有焊疤、凹凸不平和毛刺。
28、 袋籠的正常使用溫度爲 105~165℃,允許zui高使用溫度爲 200℃。袋籠可(kě)采用多節結構,接口在長期處于 200℃以下環境中不會失去(qù)彈性。
29、直徑120、15、130、127、150、155、170、8米三節圓形袋籠骨架、濾袋骨架、布袋骨架、除塵器骨架在正常工(gōng)況條件(jiàn)下使用壽命爲 2 個濾袋更換周期,即 60000 小時。
30、無需工(gōng)具,袋籠可(kě)以方便地拆卸和安裝。
産品咨詢
電話(huà)
微信掃一掃